Rectangle Pocket with radius corners and tool offset (G41) G-code Creator
This program will create G-code for a more complex rectangular pocket based on the parameters you input.
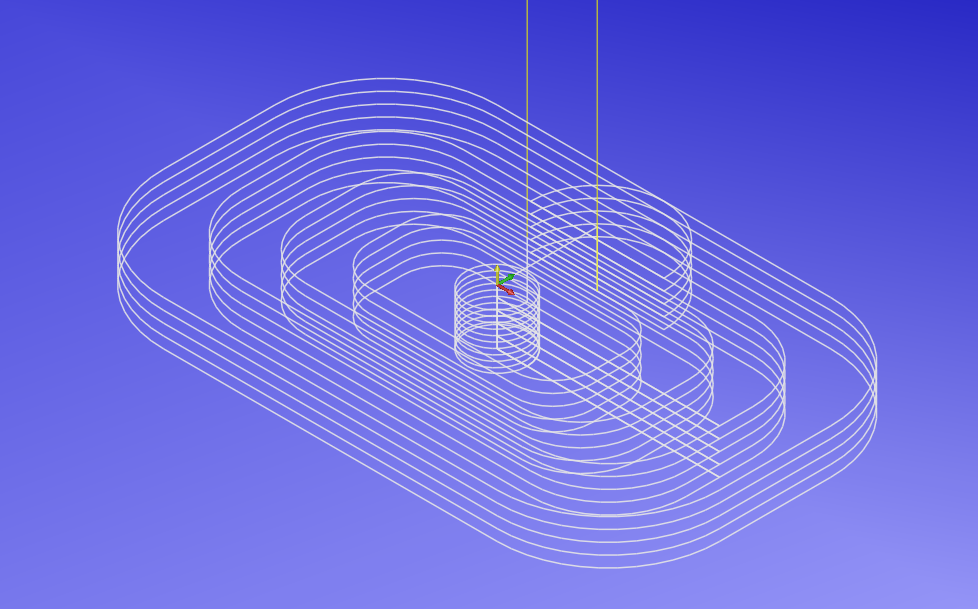
It uses G41 for cutter compensation, which means the tool will be compensated to the left of the programmed path. This is useful for ensuring the correct pocket dimensions when using a tool with a specific diameter. you can also specify corner radii, must be larger that the tool radius.
The generated code will have two subroutines. One for roughing out the pocket without tool compensation, and a second for finishing with G41 tool compensation on. The finish program will start and finish on one of the longer sides of the pocket.
Generated G-code:
Disclaimer: All CNC toolpaths and G‑code generated or displayed by this tool must be reviewed and verified by the machine operator before use. TAM‑CNC and its developers accept no liability for machine damage, material loss, or personal injury resulting from improper use.