Rectangle Pocket G-code Creator
This program will create G-code for a simple rectangular pocket based on the parameters you input.
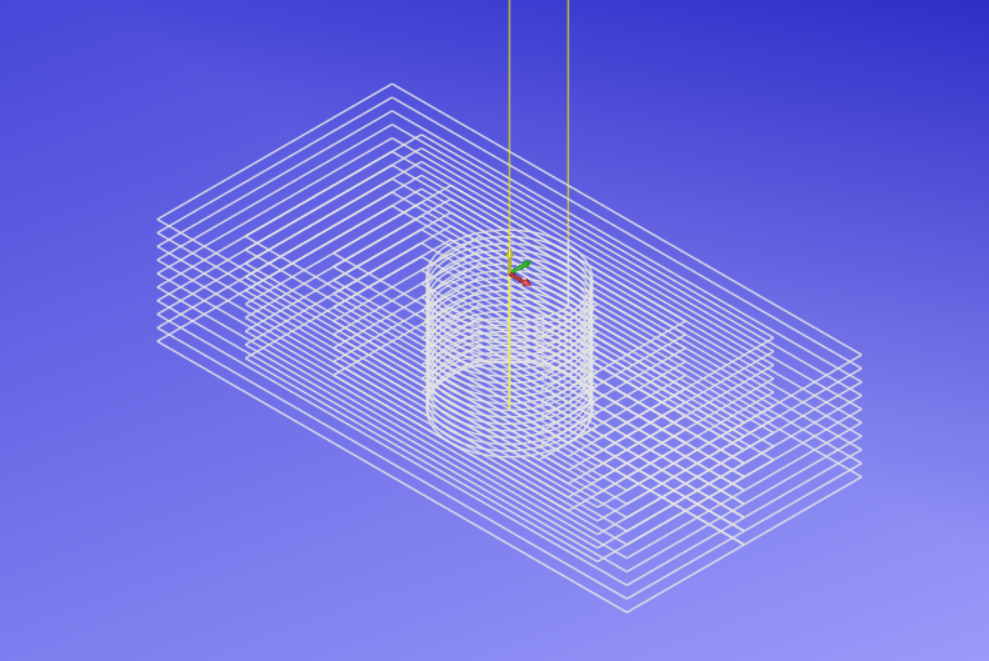
Generated G-code:
Disclaimer: All CNC toolpaths and G‑code generated or displayed by this tool must be reviewed and verified by the machine operator before use. TAM‑CNC and its developers accept no liability for machine damage, material loss, or personal injury resulting from improper use.